木工加工中心 格特百科
發布:2016-02-18 閱讀:2950
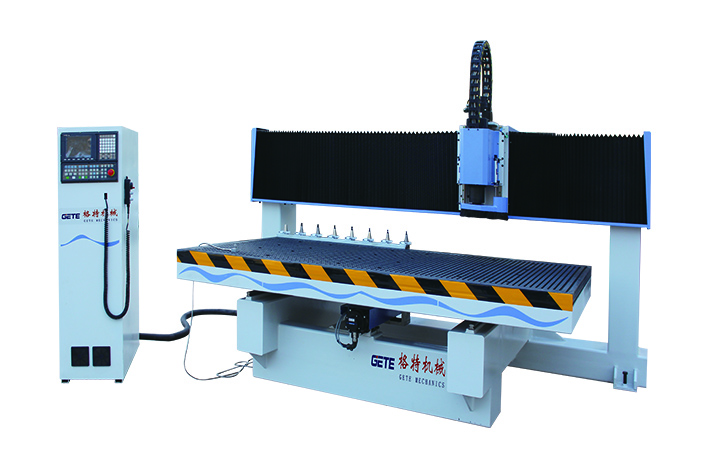
木工加工中心介紹木工加工中心作為一款專業用于生產加工櫥柜門、實木門、板式家具、電腦桌和各種圖案雕刻的數控機械設備,設計更人性化,擁有8把自動換刀刀庫,主軸更是國內杰斯特高速自動換刀主軸,不論是大力切割還是精雕細琢都能得心應手。
木工加工中心分類
木工加工中心一般分為:經濟型木工加工中心,重型木工加工中心,高精度木工加工中心三類。
木工加工中心配置
經濟型木工加工中心機器配置

經濟型木工加工中心機器性能
(1)運行尺寸為1300mm*2500mm(同時可以加工定制加工尺寸)(2)加工高度為200mm(橫梁高度可定制)(3)主軸轉速我 18000RPM(4)加工速度根據加工工藝不同,平均加工速度為每張板材2-5分鐘(5)空行速度為 45米/分(6)加工精度0.05mm(7)重復定位精度為0.02mm(7)默認配置8把刀的圓盤式刀庫(8)潤滑系統為自動注油系統(9)配加工中心專用吸塵器(10)標配電源電壓為 380V/50Hz。
重型木工加工中心機器配置

重型木工加工中心機器性能
(1)加工運行尺寸為1300mm*2500mm(同時可以加工定制加工尺寸)(2)加工高度為200mm(橫梁高度可定制)(3)主軸轉速為 24000RPM(4)加工速度根據加工工藝不同,平均加工速度為每張板材約2~5分鐘(5)空行速度俗稱回轉速度為 45米/分(6)加工精度0.05mm(7)重復定位精度為0.02mm(7)默認配置8把刀的圓盤式自動刀庫(8)潤滑系統為LO1自動注油系統(9)配置高功率吸塵器(10)默認配備電源電壓為380V/50Hz。
高精度木工加工中心機器配置
高精度木工加工中心機器性能
1)加工運行尺寸為1300mm*2500mm(同時可以加工定制加工尺寸)(2)加工高度為200mm(橫梁高度可定制)(3)主軸轉速為6000~24000RPM(4)加工速度根據加工工藝不同,平均加工速度為每張板材約2~5分鐘(5)空行速度俗稱回轉速度為45米/分(6)加工精度0.03mm(7)重復定位精度為0.02mm(7)默認配置8把刀的直排式自動刀庫(8)潤滑系統為LO1自動注油系統(9)配置高功率吸塵器(10)默認配備電源電壓為380V/50Hz。
木工加工中心部件特性
(1)中央集中自動潤滑系統。
※可定時定量供應潤滑油,以增加線性滑軌及滾珠螺桿的使用壽命。
※.配備缺油、低壓、高壓偵知系統功能。
※.獨特油路設計,保證各注油點的潤滑油供給。
(2)床身設計
※.高剛性機體結構設計,并經材料應力分析及回火處理,使機臺精度永久不變形。
※.底座由數控龍門五面一體加工完成,以保證機體所有相應的幾何公差標準。
3)線性滑軌及滾珠螺桿(臺灣制造)
※.使用臺灣(上銀)精密滾珠導螺桿及精密線性滑軌,精度高使用壽命長。
※.高精度滾珠螺桿,精度可達0.03mm以內,滾珠螺帽雙端雙層防塵刮刷環,可完全阻絕粉塵的侵入,增長螺帽的使用壽命。
※.精密N級線性滑軌,精度可達0.03mm以內中預壓的線性滑座設計,精度高穩定性強的特性,可使滑軌使用壽命更長。
(4)精密齒排傳動
※.采用精密螺旋齒排傳動,其精度可達0.02mm,齒面經過熱處理淬硬研磨加工,其特性如下:傳動效率高、承受高扭力、運轉低噪音等。
※.精密研磨級螺旋齒輪,傳動齒隙小,經特殊表面熱處理,耐磨耗壽命長。
(5)橫梁導軌安裝方式
※. X軸采用背跨式安裝,與Z軸形成三角架結構大大提高了Z軸的剛性及穩定性。
※Y軸導軌采用立式平行安裝,最大限度發揮滑塊的承重力,與德國的大型設備裝配工藝相同。
(6)風冷式自動換刀高頻主軸(意大利HSD)
※.采用意大利HSD制造,具備高轉速低燥音特性并經IP65防水防塵測試。軸承采用耐高溫的陶磁軸承,轉速可高達18000RPM,高精度且耐磨耗可承受重切削加工。內外雙重氣冷式強制冷卻系統,可永保低溫連續長時間加工,并增長主軸使用的壽命。
(7)伺服驅動馬達(安川伺服)
※.采用知名安川伺服品牌,其具備高速度、高精度的傳動最高性能,轉矩力大,可縮短加減速時間,最高驅動應答性,大幅縮短整定時間,高分解能編碼器的標準配備,可高精度定位及微細加工。
(8)行星式減速機(臺灣制造)
※.采用臺灣行星式減速機,其特性是體積小承受扭力大,傳動效率高,減速范圍寬,高精度、高扭矩、低背隙及運轉安靜等。
※產品特性如下:低噪音、低背隙、高效率、高輸入轉速、高扭矩、高穩定性、高減速比等優異性能。
(9)刀具自動補償系統
※.精密偵知校刀點位置,并自動輸入刀長數據。
※.針對復雜性加工產品可快速解決刀長的補正。
※.自動補償器配置安全防撞功能,可避免刀具碰觸時傷及刀具。
木工加工中心整機特性
◆床體鋼結構厚壁方管焊接,經震動時效處理,堅固耐用,不易變形。
◆Z軸采用德國產滾珠絲杠,臺灣高精密直線導軌,精度高更耐用。X、Y軸采用齒條傳動,速度更快,更好的提高效率,節省成本。
◆臺灣新代控制系統,操作更簡便,自動換刀系統,更省時安全。
◆驅動系統采用安川伺服電機、驅動器。功能齊全、性能穩定、可靠性高。
◆自動油路潤滑系統,維護、保養更方便。
◆真空吸附夾具兩用臺面,加工異型工件更加輕松自如,吸力更強,可達250立方/小時。
◆擁有斷點續雕、斷電恢復、加工時間預測等功能。
◆設計更加人性化。不論大力切割還是精雕細琢都能得心應手。
◆本款機型關鍵機構均采用精密零部件裝配而成。
木工加工中心適用行業
◆ 木工行業:各種門,窗,櫥柜,工藝木門,免漆門,屏風,工藝扇窗,紅木家具,波浪板加工等各種家具,木藝 的加工。
◆ 廣告行業:廣告標牌,標示制作,廣告用料切割,吸塑制模,LED霓虹燈制作等多種材料廣告裝飾產品的制作。
◆ 工藝品行業:可在木質,竹,人造大理石,有機板,雙色板,水晶等材料上進行各種精美圖案和文字的雕刻。
◆ 適用材料:各種木質材料;鋁板,鋁塑板,塑料板;PVC、亞克力、雙色板、密度板、水晶板等廣告材料;及人造軟大理石等非金屬及輕金屬材質。
◆ 雕刻效果:可以雕刻各種浮雕,影雕,透雕,平面雕刻,切割,洗底等各種效果。
木工加工中心維護
(一)主傳動鏈的維護
定期調整主軸驅動帶的松緊程度,防止因帶打滑造成的丟轉現象;檢查主軸潤滑的恒溫油箱、調節溫度范圍,及時補充油量,并清洗過濾器;主軸中刀具夾緊裝置長時間使用后,會產生間隙,影響刀具的夾緊,需及時調整液壓缸活塞的位移量。
(二)滾珠絲杠螺紋副的維護
定期檢查、調整絲杠螺紋副的軸向間隙,保證反向傳動精度和軸向剛度;定期檢查絲杠與床身的連接是否有松動;絲杠防護裝置有損壞要及時更換,以防灰塵或切屑進入。
(三)刀庫及換刀機械手的維護
嚴禁把超重、超長的刀具裝入刀庫,以避免機械手換刀時掉刀或刀具與工件、夾具發生碰撞;經常檢查刀庫的回零位置是否正確,檢查機床主軸回換刀點位置是否到位,并及時調整;開機時,應使刀庫和機械手空運行,檢查各部分工作是否正常,特別是各行程開關和電磁閥能否正常動作;檢查刀具在機械手上鎖緊是否可靠,發現不正常應及時處理。
(四)液壓、氣壓系統維護
定期對各潤滑、液壓、氣壓系統的過濾器或分濾網進行清洗或更換;定期對液壓系統進行油質化驗檢查、添加和更換液壓油;定期對氣壓系統分水濾氣器放水。
(五)機床精度的維護
定期進行機床水平和機械精度檢查并校正。機械精度的校正方法有軟硬兩種。其軟方法主要是通過系統參數補償,如絲杠反向間隙補償、各坐標定位精度定點補償、機床回參考點位置校正等;硬方法一般要在機床大修時進行,如進行導軌修刮、滾珠絲杠螺母副預緊調整反向間隙等。
木工加工中心使用注意事項
(一)木工加工中心的使用環境
為提高數控木工加工中心的使用壽命,一般要求要避免陽光的直接照射和其他熱輻射,要避免太潮濕、粉塵過多或有腐蝕氣體的場所,精密數控設備要遠離振動大的設備,如沖床、鍛壓設備等。
(二)良好的電源保證
為了避免電源波動幅度大(大于±10%)和可能的瞬間干擾信號等影響,數控設備一般采用專線供電(如從低壓配電室分一路單獨供數控機床使用)或增設穩壓裝置等,都可減少供電質量的影響和電氣干擾。
(三)制定有效操作規程
在數控機床的使用與管理方面,應制定一系列切合實際、行之有效的操作規程。例如潤滑、保養、合理使用及規范的交接班制度等,是數控設備使用及管理的主要內容。制定和遵守操作規程是保證數控機床安全運行的重要措施之一。實踐證明,眾多故障都可由遵守操作規程而減少。
(四)數控設備不宜長期封存
購買數控機床以后要充分利用,尤其是投入使用的第一年,使其容易出故障的薄弱環節盡早暴露,得以在保修期內得以排除。加工中,盡量減少數控機床主軸的啟閉,以降低對離合器、齒輪等器件的磨損。沒有加工任務時,數控機床也要定期通電,最好是每周通電1~2次,每次空運行1小時左右,以利用機床本身的發熱量來降低機內的濕度,使電子元件不致受潮,同時也能及時發現有無電池電量不足報警,以防止系統設定參數的丟失。